2020 官網(wǎng)升級中!現(xiàn)在您訪問官網(wǎng)的瀏覽器設(shè)備分辨率寬度低于1280px
請使用高分辨率寬度訪問。
噴射沉積是近30年發(fā)展起來的利用快速凝固方法直接制備金屬材料坯料或半成品的一種先進的成形技術(shù),主要由熔融金屬的氣體霧化、霧化熔滴的沉積等連續(xù)過程組成。
噴射成形包括如下工藝。
噴射軋制:噴射沉積形成連續(xù)的帶材產(chǎn)品,隨后進行熱軋或冷軋。
噴射鍛造:目的在于生產(chǎn)供熱鍛用的噴射鑄造預(yù)型坯,或者在噴射鑄造中空坯后擠壓。
離心噴射沉積:熔融金屬被離心霧化,沉積在冷襯底上,由襯底上可取下形成的大管子。
噴射涂層:涂層結(jié)合在襯底上,同時噴射噴丸,可制得全致密熱加工的無應(yīng)力沉積物。
噴射成形受重視的主要原因是,能夠制造大型薄壁零件和獲得連續(xù)帶材,可得到細晶粒和性能優(yōu)異的材質(zhì),節(jié)約能源,降低成本。
1、噴射沉積工藝發(fā)展概況
噴射沉積最早的概念和原理是由英國Swansea大學(xué)的A.Singer教授于1968年提出來的。當(dāng)時Singer等人把熔融金屬離心霧化,霧化液粒噴在一個旋轉(zhuǎn)的沉積載體上,形成沉積坯料,并直接軋制得到坯料。這種方法得到的沉積坯密度較低,厚度不均,并且坯料的冷卻速度完全依賴于基體。1974年R.Brooks等人成功地將噴射沉積原理應(yīng)用于鍛造坯的生產(chǎn),發(fā)展了著名的Osprey工藝。Brooks等人不斷地對Osprey工藝進行深入研究,開發(fā)了適合于噴射沉積的合金系列,設(shè)計和制造了多種Osprey成套設(shè)備,生產(chǎn)了傳統(tǒng)方法難于加工得到的高合金和超合金管、環(huán)、筒、棒和坯材,并取得了兩項專利。從此,Osprey工藝蜚聲于世,成為噴射沉積的代名詞。
20世紀70年代末,美國麻省理工大學(xué)的N.J.Grant提出以超聲氣體霧化制備細粒度、高速度的霧化液滴為特征的液體動壓成形工藝(LDC)。這類工藝的冷卻速率約為103~104K/s,組織細小,是典型的快速凝固材料。由于超聲霧化難以連續(xù)獲得,冷卻過快導(dǎo)致材料收率降低、孔隙度較高,因此,難以實現(xiàn)工業(yè)應(yīng)用。
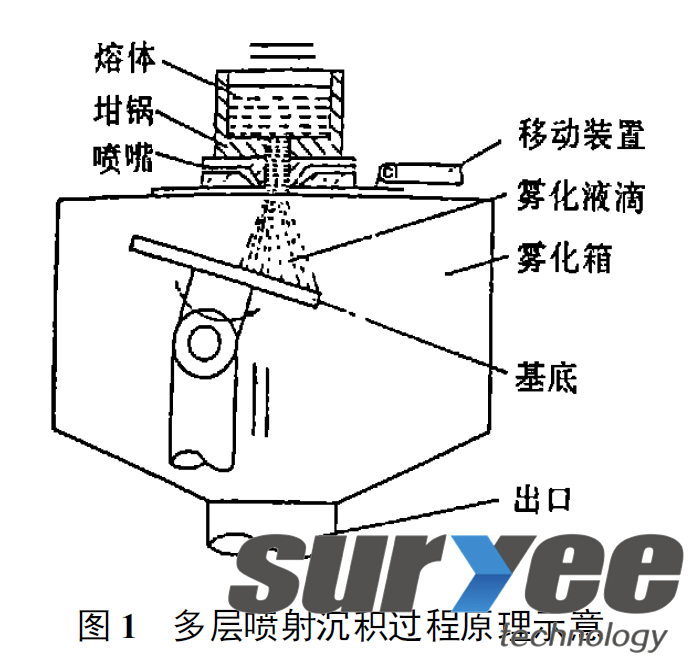
我國的噴射沉積技術(shù)研究始于20世紀80年代中后期,主要的研究單位有中科院金屬研究所、中南大學(xué)、哈爾濱工業(yè)大學(xué)、西北工業(yè)大學(xué)、北京科技大學(xué)、北京有色金屬研究總院、北京航空材料研究院和上海鋼鐵研究所等,其中中科院金屬所研究了LDC工藝,其余大多數(shù)沿用Osprey模式。哈爾濱工業(yè)大學(xué)、北京科技大學(xué)和北京航空材料研究院對材料的組織凝固特征和工藝過程開展研究,上海鋼鐵研究所在噴射沉積制備復(fù)合軋輥方面取得較大進展。中南大學(xué)陳振華、黃培云發(fā)明了一項專利——多層噴射沉積技術(shù),改變了傳統(tǒng)噴射沉積工藝中霧化錐/基底的單向直線運動模式,利用往復(fù)沉積強化冷卻效果,從而解決了在制備厚度很大的坯件時組織易惡化為鑄態(tài)組織的問題,并能優(yōu)化復(fù)合材料中增強相的分布及其與基體的結(jié)合狀態(tài)。多層噴射沉積過程的原理如圖1所示。
這一技術(shù)已被成功應(yīng)用于制備對冷速敏感的Al-Fe-V-Si合金和6013、6061、6066鋁合金及SiC顆粒增強復(fù)合材料。大型多層噴射沉積裝置能制備單件質(zhì)量達100kg的錠坯和管坯。
噴射沉積半固態(tài)加工是利用金屬材料從固態(tài)向液態(tài),或從液態(tài)向固態(tài)轉(zhuǎn)變過程中,在半固態(tài)溫度區(qū)間內(nèi)實現(xiàn)的加工過程。20世紀70年代初,美國麻省理工學(xué)院Flemings教授領(lǐng)導(dǎo)的研究組發(fā)現(xiàn),處于凝固狀態(tài)的金屬材料經(jīng)強力攪拌后,枝晶被打碎,生成球狀晶組織,具有成形時所需要的優(yōu)異性能,即流變性和觸變性,并冠以半固態(tài)加工。
金屬半固態(tài)成形主要分為流變成形和觸變成形。由于半固態(tài)金屬及合金坯料的加熱、輸送很方便,并易于實現(xiàn)自動化操作,因此半固態(tài)金屬觸變壓鑄(Thixodie—casting)和觸變鍛造(Thixo forging)是當(dāng)今金屬半固態(tài)成形的主要工藝。
噴射沉積技術(shù)的性能價格比高于傳統(tǒng)工藝,隨著對材料各方面的要求越來越高,必將發(fā)揮越來越重要的作用。
2、噴射沉積的基本原理
噴射沉積的基本原理是:熔融金屬經(jīng)導(dǎo)流管流出,被霧化噴嘴出口的高速氣流破碎,霧化為細小彌散的熔滴射流;霧化熔滴射流在高速氣流動量作用下加速,并與氣流進行強烈的熱交換;到達沉積表面以前,小于某一臨界尺寸的熔滴凝固成為固體顆粒,較大尺寸的仍然為液態(tài),而中間尺寸的熔滴則為含有一定比例液相的半凝固顆粒;這些大大小小凝固程度不同的熔滴高速撞擊沉積表面,并在沉積表面附著、鋪展、堆積、熔合形成一個薄的半液態(tài)層后順序凝固結(jié)晶,逐步沉積生長成為一個大塊致密的金屬實體——沉積坯。
概括來說,噴射沉積技術(shù)實際上是通過兩個過程完成的。第一步是采用噴射技術(shù)將合金液霧化成細小的液滴。這些液滴在飛行過程中散熱,獲得一定的過冷度,甚至發(fā)生部分凝固。在完成凝固之前在基板上沉積并進一步冷卻、凝固,完成第二個過程,即快速凝固過程。
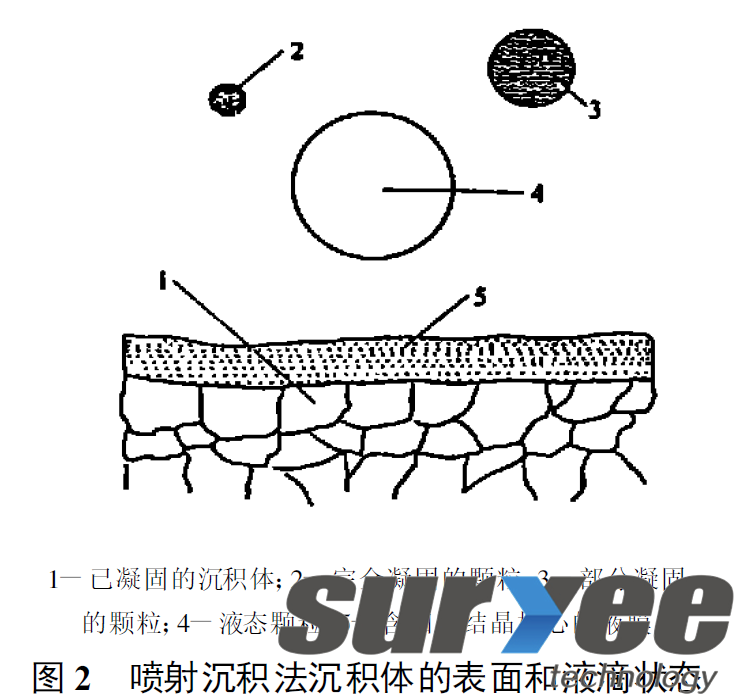
對于第一個工藝環(huán)節(jié),關(guān)鍵是控制液滴的尺寸和初始速度。為了獲得更大的凝固速率,需要獲得盡可能小的液滴。同時,液滴應(yīng)具有盡可能大的速度,增加沉積過程的沖擊力,以利于提高沉積體的致密度。沉積體的表面應(yīng)該維持一個具有一定厚度的液膜,保證合金液滴(部分液滴可能已經(jīng)凝固)能夠“嵌入”(見圖2),從而獲得均勻的快速凝固組織。
合金液滴沉積后的凝固過程是由基板和沉積體的傳熱過程控制的。為了獲得大的凝固速率,基板應(yīng)具有大的蓄熱系數(shù)。然而,隨著沉積體厚度的增大,沉積體中的熱阻增大,成為傳熱的控制環(huán)節(jié)。
同時,隨著沉積過程的進行,沉積體和基板吸收的合金液滴帶來的熱量越來越多,溫度不斷升高,從而導(dǎo)致凝固速率減小。因此,提高冷卻速率并保證凝固速率穩(wěn)定,是噴射沉積技術(shù)工藝過程控制的關(guān)鍵。
對此可采取的工藝措施是:對基板和沉積體采取必要的冷卻措施;控制沉積速度。
3、噴射沉積的工藝控制過程
噴射沉積法通過控制合金液滴的尺寸、飛行速度和液滴接觸基板時的溫度與凝固狀態(tài)獲得理想的產(chǎn)品。以上目標參數(shù)可通過調(diào)整氣流速度、噴嘴結(jié)構(gòu)、噴射距離等可控參數(shù)實現(xiàn)。
沉積坯的組織及噴射沉積工藝參數(shù)的選擇與霧化熔滴散熱速度密切相關(guān),而霧化熔滴和霧化氣體之間的換熱系數(shù)又受到霧化熔滴和霧化氣體之間相對速度的決定性影響。霧化氣流速度隨著離開霧化噴嘴距離的增加而逐漸減小,同時也隨徑向距離增加而減小,具體衰減規(guī)律與霧化噴嘴等有關(guān)。
李周等針對超音速度霧化噴嘴系統(tǒng),從理論與實驗兩方面研究了霧化氣體流場的變化規(guī)律,同時探討了霧化熔滴與氣體流場之間的相互作用。
噴射成形所用噴嘴形成的氣流一般是軸對稱的。圖3給出了軸對稱自由射流流動示意圖,圖中O點為射流源極點,um為射流某一截面的軸向速度,u為該截面上任意一點的縱向速度,Rs為該截面的射流半徑。
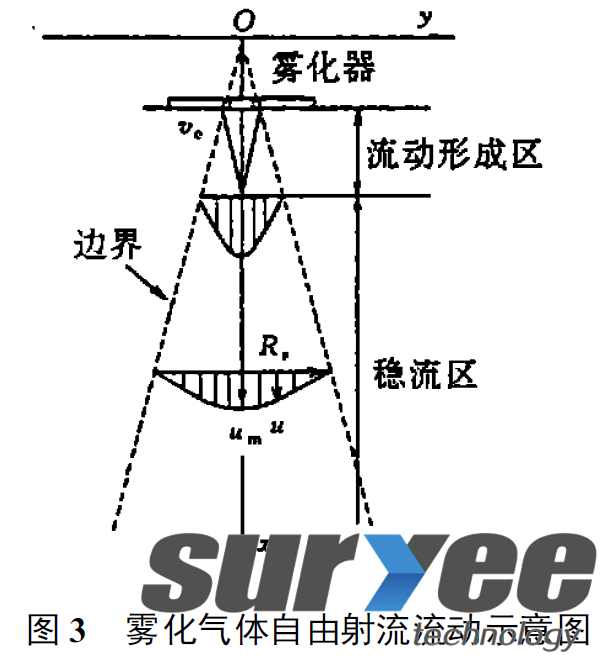
圖4給出了霧化噴嘴(軸對稱射流)霧化氣體無因次縱向速度(u/um)與無因次半徑(y/Rs)之間的關(guān)系。可以看出實驗值與理論值在霧化錐軸線附近相符較好,在邊界層附近略微有點誤差。為了進一步討論與計算的方便,根據(jù)實驗數(shù)據(jù),并結(jié)合理論計算結(jié)果,在一定精度范圍內(nèi)可采用下面的近似關(guān)系式:
u/um=(1-y/Rs)2(1)
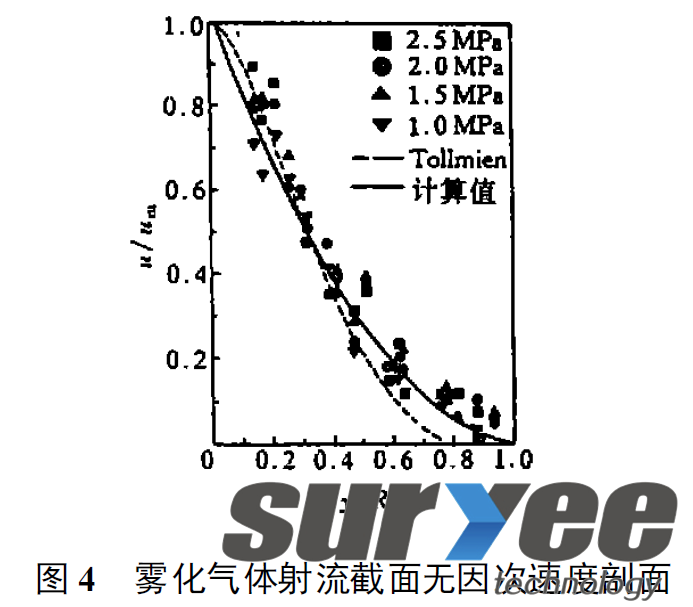
圖4同時給出了式(1)的計算結(jié)果,可以看出式(1)可以近似地反映軸對稱射流截面的速度變化。
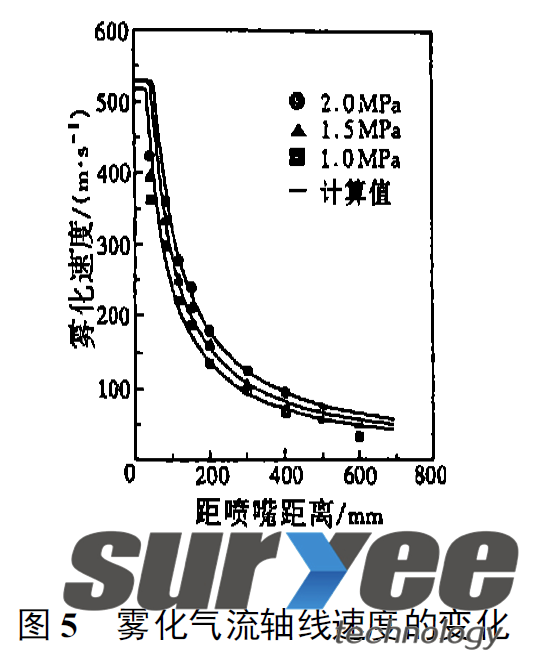
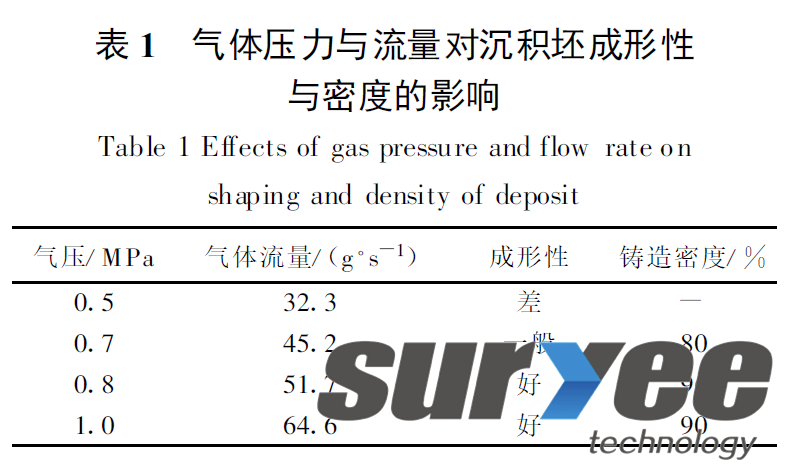
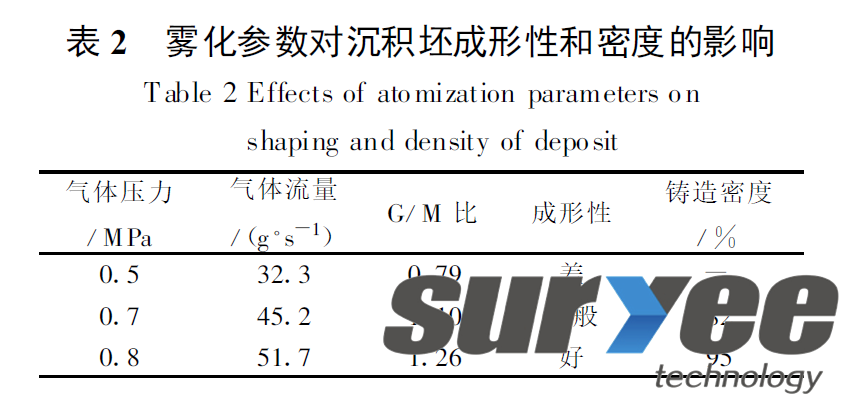
圖5比較了霧化氣體軸線速度隨與噴嘴的距離的變化的實驗值與計算值,可見理論計算值與實驗值能較好地吻合。熊柏青等利用數(shù)值模擬與實驗相結(jié)合的辦法,研究氣體壓力、氣流流量、拉拔速度等工藝參數(shù)對圓坯與管坯制備的影響。在研究制取管坯時發(fā)現(xiàn),在基體同時作轉(zhuǎn)動和平移的情況下,當(dāng)轉(zhuǎn)動頻率和平移速度的比值很大,而其它沉積參數(shù)選擇合適時,可以制得厚度均勻的高密度管坯,且沉積效率最高。表1表示了氣體壓力和氣體流量對管坯形狀和密度的影響。在研究圓坯的制備時發(fā)現(xiàn),其它技術(shù)參數(shù)一定時,可以通過調(diào)節(jié)拉拔速度制備不同直徑的圓坯,氣液比直接影響圓坯的形狀。
噴射沉積法帶材連鑄技術(shù)的工作原理如圖6所示。仍以激冷帶為基礎(chǔ),但合金液不是采用連續(xù)澆注的方法,而是通過噴射,沉積在激冷帶上,在激冷帶的激冷作用下發(fā)生凝固與冷卻。通過激冷帶的運動,連續(xù)將鑄錠從一側(cè)送出。在該過程中,鑄錠的上表面是完全開放的自由表面。熱量只能通過下部的激冷帶導(dǎo)出。雖然導(dǎo)熱速率將小于雙側(cè)激冷連續(xù)鑄造過程,但由于合金液是通過霧化后噴射在激冷帶上的,仍可能獲得很大的冷卻速率。
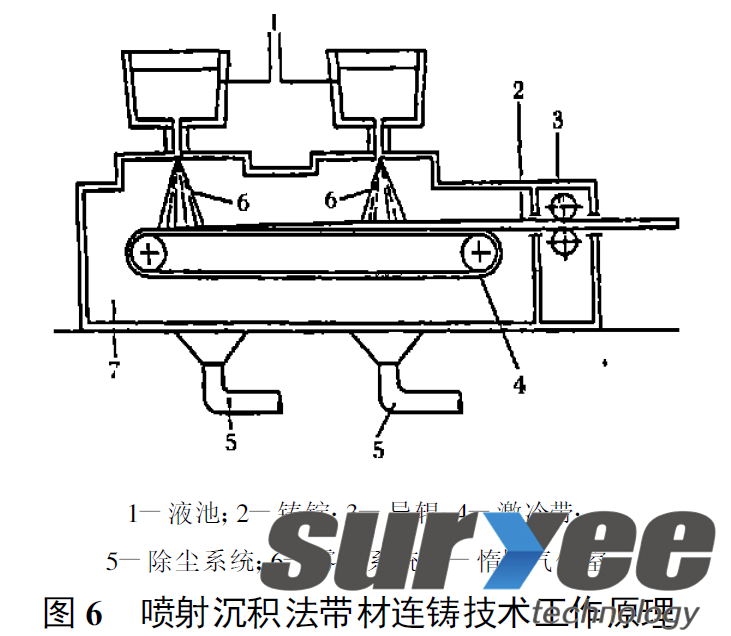
此外,采用噴射法操作過程靈活,可以采用多個噴嘴進行不同合金液的噴射,以進行復(fù)合材料的制備。
4、噴射沉積鋁合金及其復(fù)合材料
噴射沉積工藝使金屬組織與性能發(fā)生變化,這是對其研究和開發(fā)的動力。雖然這些變化的機制還不很清楚,但現(xiàn)有的結(jié)果已經(jīng)表明,通過噴射沉積工藝可以設(shè)計性能優(yōu)越的新型金屬(基復(fù)合)材料。
噴射沉積制備的材質(zhì)主要有鐵基材料、鋁基材料、銅基材料、鎂基材料和高溫合金。
利用噴射沉積的快速凝固特征,設(shè)計新合金成分,能優(yōu)化組織,顯著提高合金性能。例如,過共晶Al-Si合金的性能取決于Si顆粒的形態(tài)、分布以及基體晶粒度,鑄態(tài)初晶硅達厘米級,而噴射沉積可以將它減少到十幾微米,顆粒由長針狀改變?yōu)榈容S狀,并細化晶粒,從而全面提高合金的綜合性能。Al/Si基合金噴射沉積后經(jīng)擠壓的力學(xué)性能與RS-PM材料性能相當(dāng),而加工性能更為優(yōu)越。這些合金已用于汽車發(fā)動機關(guān)鍵結(jié)構(gòu)材料。
噴射共沉積制備顆粒增強復(fù)合材料具有鑄造和粉末冶金工藝無法相比的優(yōu)越性,顆粒分布均勻,無界面反應(yīng),基體晶粒細小,無宏觀偏聚,成功地解決了傳統(tǒng)顆粒增強金屬基復(fù)合材料的制備技術(shù)難題。
5、展望
噴射沉積作為制造工藝,是介于鑄造和粉末冶金之間的工藝,具有通過快速凝固經(jīng)濟地制備高密度半成品的特長,被視為彌補鑄造法和粉末冶金法不足之處的劃時代工藝。自20?世紀60年代末被首次明確提出之后,噴射沉積工藝經(jīng)過30多年的研究與開發(fā),無論是在工藝過程還是在高性能材料制備上都取得了重大進展。
今后噴射沉積還要逐步解決下列問題:(1)設(shè)計新型噴嘴和霧化控制設(shè)備,優(yōu)化霧化錐中的物質(zhì)分布,減少過噴現(xiàn)象,提高產(chǎn)率;(2)提高單件質(zhì)量,獲得規(guī)模效益;(3)開發(fā)噴射沉積+后續(xù)加工一體化工藝,降低能耗。
